
Smelter feed handling
Tennessee, USA
Overview
- Year of delivery: 2022
- Plant: Precious Metals Smelter
- Material: Concentrates, Additives & reagents
Scope
- Turnkey equipment supply for smelter feed handling
- Silo Equipment
- Screw Feeders and Weighing Bins
- Chain Conveyors
Tennessee overview
Major expansion in precious metals smelter in Tennesee, USA provides the plant an ability to recycle hazardous and non-hazardous precious metals from water treatment slurries, bag house dusts and other production residues. Equipment for smelter feed handling is part of enabling customer’s new capabilities to meet growing demand from chemicals, electronics, automotive and jewelry industries.
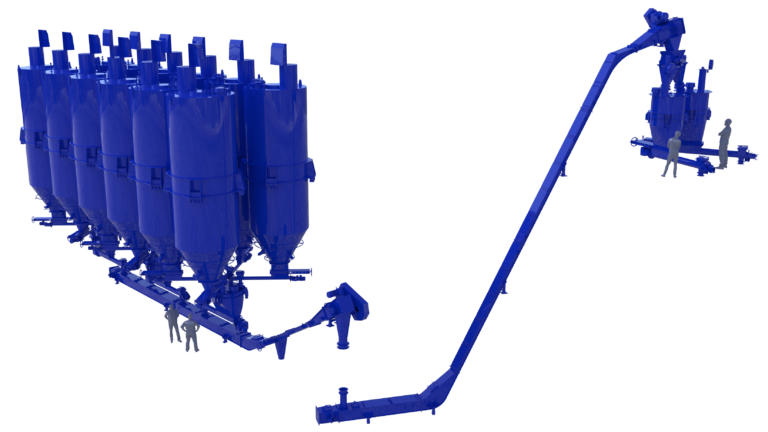
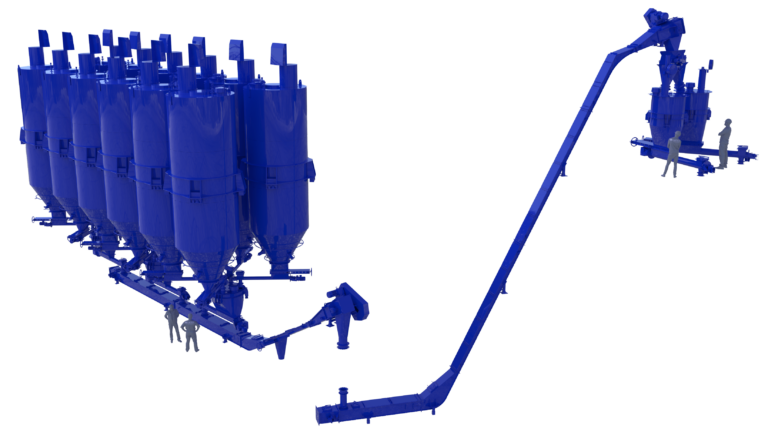
Laitex’s delivery concerned smelter’s pre-processing equipment before furnace. Discharging, dosing, and conveying concentrate is implemented with Screw Conveyors, Slide Gate Valves, Chain Conveyors, and Weighing Bins. Total material handling system will achieve 10 000 t/a capacity.
Accurate dosing and scaling
The plant processes 12 different precious concentrates, which are used to create various mixes flexibly. In the smelter’s material handling process, the concentrate is discharged and conveyed to Weighing Bins. The bins dose the concentrate on a Chain Conveyor, which feeds the mixer. The ready mix is unloaded on another Chain Conveyor that conveys the mixture to be fed to the furnace.
This project emphasized Laitex’s expertise in silo design, structural analysis as well as its testing capabilty. With comprehensive technology development, Laitex’s Weighing Bins have extremely high-precision scaling and dosing capabilities with minimized material spillage. In other words, high accuracy enables smelter to always create a uniform mix.
Due to the long and professional knowledge of material handling equipment in metals, minerals and mining industry, Laitex is able to implement and test new types of solutions flexibly.
Related solutions
Metals Refining
Material handling systems for metals refining considers concentrate and additive receiving, storing, dosing and mixing and further conveying to next process step. Robust solutions ensures that refinery’s flow remains constant and precise.