
ESP Lime dust conveyors
Kymi, Finland
Overview
- Year of delivery: 2018
- Plant: Kymi pulp and paper mill
- Material: ESP Lime dust
Scope
- Lime dust conveyors
- Lime dust storage silo
- Silo unloading system
- Equipment erection
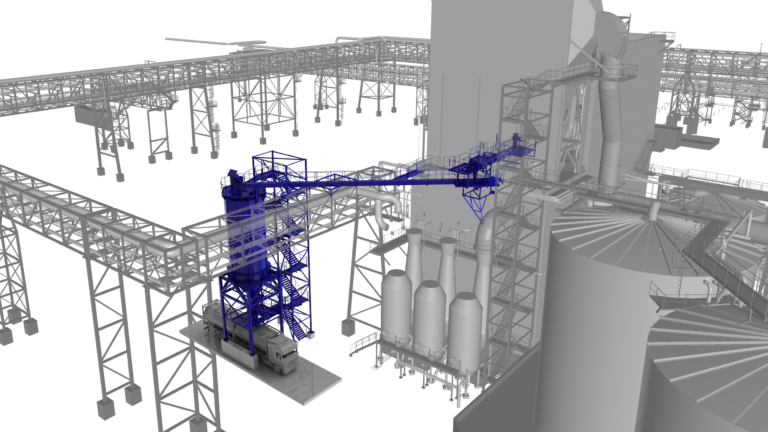
Kymi overview
ESP lime dust conveying system was delivered to Kymi, Finland to meet the increased capacity. After the upgrade, mill’s yearly production capacity increased to 870 000 tons of bleached pulp.
Laitex’s scope of supply included ESP lime dust conveyors, lime dust storage silo and silo unloading system to trucks. In addition, the project included equipment erection and service platforms.
Tailored solution for handling the ESP lime dust
As the mill’s capacity improved, the amount of lime dust increased. A tailored solution was developed for handling the extra lime dust coming from the process.

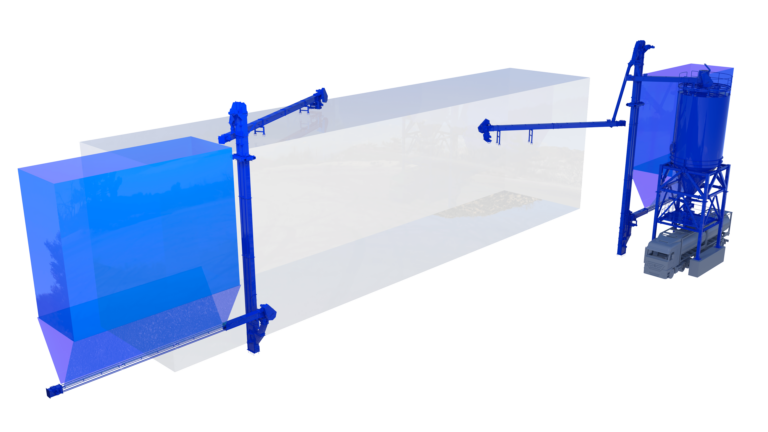
Conveying, storing and loading ESP lime dust
Plant was provided with tailored turnkey solution to handle ESP lime dust. The system was adapted to the existing ESP filter so that some of the lime dust could be conveyed to a storage silo. ESP lime dust is unloaded from the storage silo into trucks. Utilizing the old system in the best possible way resulted in a cost-effective solution.

Related solutions
Air Quality Control
Combustion processes produce air polluting particles, which will spread untreated into the environment and atmosphere. The growing trend of climate change requires plants to have efficient flue gas treatment systems.

Lime Kiln
Material handling in lime kiln considers handling and conveying lime for maintaining the flow before and after the kiln. Laitex lime and ESP dust conveying systems are delivered globally.
Recovery boiler
The black liquor burned in the recovery boiler produces chemicals for white liquor, and steam. Laitex's ESP equipment and ash conveying solutions focus on the efficient handling, conveying, and recycling of ash and chemicals produced in a recovery boiler.